
پروڈکٹ


SUS304/ Teflon Coating Concentric Reducer
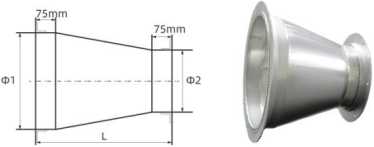

| آرٹیکل نمبر | قطر (ملی میٹر) | قطر (ملی میٹر) | لمبائی (ملی میٹر) | موٹائی (ملی میٹر) |
| RE-0100 | 100 |
|
| 0.8 (یا گاہک کی درخواست) |
| RE-0150 | 150 |
|
| 0.8 (یا گاہک کی درخواست) |
| RE-0200 | 200 |
|
| 0.8 (یا گاہک کی درخواست) |
| RE-0250 | 250 |
|
| 0.8 (یا گاہک کی درخواست) |
| RE-0300 | 300 |
|
| 0.8 (یا گاہک کی درخواست) |
| RE-0350 | 350 |
|
| 0.8 (یا گاہک کی درخواست) |
| RE-0400 | 400 |
|
| 1.0 (یا گاہک کی درخواست) |
| RE-0450 | 450 |
|
| 1.0 (یا گاہک کی درخواست) |
| RE-0500 | 500 |
|
| 1.0 (یا گاہک کی درخواست) |
| RE-0550 | 550 |
|
| 1.0 (یا گاہک کی درخواست) |
| RE-0600 | 600 |
|
| 1.0 (یا گاہک کی درخواست) |
| RE-0650 | 650 |
|
| 1.0 (یا گاہک کی درخواست) |
| RE-0700 | 700 |
|
| 1.2 (یا گاہک کی درخواست) |
| RE-0750 | 750 |
|
| 1.2 (یا گاہک کی درخواست) |
| RE-0800 | 800 |
| La01-O>2+150 | 1.2 (یا گاہک کی درخواست) |
| RE-0850 | 850 | <01 | or | 1.2 (یا گاہک کی درخواست) |
| RE-0900 | 900 | ① 1 سے چھوٹا | کسٹمر کی ضروریات کے مطابق اپنی مرضی کے مطابق | 1.2 (یا گاہک کی درخواست) |
| RE-0950 | 950 |
| گاہک کی درخواست | 1.2 (یا گاہک کی درخواست) |
| RE-1000 | 1000 |
|
| 1.5 (یا گاہک کی درخواست) |
| RE-1100 | 1100 |
|
| 1.5 (یا گاہک کی درخواست) |
| RE-1200 | 1200 |
|
| 1.5 (یا گاہک کی درخواست) |
| RE-1300 | 1300 |
|
| 1.5 (یا گاہک کی درخواست) |
| RE-1400 | 1400 |
|
| 1.5 (یا گاہک کی درخواست) |
| RE-1500 | 1500 |
|
| 1.5 (یا گاہک کی درخواست) |
| RE-1600 | 1600 |
|
| 1.5 (یا گاہک کی درخواست) |
| RE-1700 | 1700 |
|
| 2.0 (یا گاہک کی درخواست) |
| RE-1800 | 1800 |
|
| 2.0 (یا گاہک کی درخواست) |
| RE-1900 | 1900 |
|
| 2.0 (یا گاہک کی درخواست) |
| RE-2000 | 2000 |
|
| 2.0 (یا گاہک کی درخواست) |
| RE-2500 | 2500 |
|
| 2.5 (یا گاہک کی درخواست) |
| RE-3000 | 3000 |
|
| 2.5 (یا گاہک کی درخواست) |
| RE-3600 | 3600 |
|
| 2.5 (یا گاہک کی درخواست) |
نوٹ:
2000 ملی میٹر سے زیادہ ڈکٹ قطر درخواست پر دستیاب ہے۔
ڈکٹ کی موٹائی SMACNA "راؤنڈ انڈسٹریل ڈکٹ کی تعمیر کے معیارات** کلاس 1 اور 5 کے پریشر -2500Pa (-10 in.wg) پر بنائی گئی ہے۔ اور اسے گاہک کی درخواست کے مطابق تبدیل بھی کیا جا سکتا ہے۔
1. ہوا کی نالی کا جس حصہ کو پینٹ کیا جانا ہے (بشمول پائپ کے اندر کی فلینج کی سطح) سینڈ بلاسٹنگ ہونی چاہیے، سینڈ بلاسٹنگ کی کھردری کو 3.0 G/S76، 40μm یا اس سے زیادہ کی کھردری اور باہر کے بقایا ریت کے ذرات اور دھات کی دھول کو پورا کرنا چاہیے۔ سینڈبلاسٹنگ کے بعد پائپ کو ہٹا دیا جانا چاہئے.تصدیق کریں کہ آیا ڈکٹ ورک پیس کی سطح صاف ہے اور ورک پیس ایلومینیم ورق سے ڈھکی ہوئی ہے۔
2. پائپ کی فٹنگ کو کوٹنگ روم میں کھینچیں، پینٹنگ شروع کریں، الیکٹرو اسٹیٹک پاؤڈر کوٹنگ مشین اور توسیعی اسپرے گن ٹیوب سے اسپرے کریں، 15~20 منٹ کے لیے خام مال کی خصوصیات کے مطابق سنٹرنگ کے وقت کو اعتدال سے ایڈجسٹ کریں، اور سنٹرنگ درجہ حرارت کی حد ہے 285°~300°C
کوٹنگ فلم کی موٹائی کا پتہ لگانے کے لیے فلم موٹائی ٹیسٹر کے ساتھ 3.100% کل معیار کا معائنہ (فلم موٹائی کا پتہ لگانا، پن ہول کا پتہ لگانا)۔فلم کی موٹائی 260 ± 30 μm ہے۔ایک پن ہول ڈیٹیکٹر کا استعمال اس بات کا پتہ لگانے کے لیے کیا جاتا ہے کہ آیا کوٹنگ میں پن ہولز ہیں۔معیاری پتہ لگانے والے وولٹیج کو 2.5KV میں ایڈجسٹ کریں، اگر ایسی سوئیاں ہیں جن کی مرمت یا دوبارہ کام کرنے کی ضرورت ہے۔معیار کے معائنے کے بعد فلم کی موٹائی اور پن ہول ٹیسٹ کے نتائج کو "ڈکٹ کوٹنگ کوالٹی انسپکشن فارم" میں ریکارڈ کیا جانا چاہیے۔
4. 2000 ملی میٹر سے زیادہ ڈکٹ قطر درخواست پر دستیاب ہے۔ڈکٹ کی موٹائی SMACNA پر بنائی گئی ہے۔اور یہ بھی کسٹمر کی درخواست کے طور پر تبدیل کیا جا سکتا ہے.









